一、Product Introduction
The low-speed direct-drive permanent magnet drum is a new type of drive equipment that integrates a permanent magnet synchronous motor directly with the drum structure, completely eliminating traditional reduction gears. Its core feature lies in the direct-drive design: the rotor of the permanent magnet motor is directly connected to the drum body without intermediate transmission components such as gears and belts. When powered on, the motor rotor directly rotates the drum body to drive loads like conveyor belts to operate.
二、Working Principle
Magnetic Circuit Design: An outer rotor structure is adopted. High-performance permanent magnets (such as neodymium iron boron) are installed inside to form the magnetic circuit and generate an excitation magnetic field.
Direct Drive: The drum is directly driven by a variable frequency drive to achieve efficient conversion between electrical energy and mechanical energy.
Integrated Transmission: The motor and drum are combined into a single unit to drive the belt directly, eliminating intermediate components such as motors, reducers and couplings.
Low Speed and High Torque: Designed with a multi-pole structure, it can deliver rated torque at an extremely low speed of 5 revolutions per minute.
三、Core Advantages
| Advantage Category | Specific manifestations |
|---|---|
| Energy-saving and high-efficiency | The transmission efficiency reaches 90%-95%, with an overall power saving rate of 20%-30%. |
| Low maintenance cost | Reduced the number of equipment by 5, cutting maintenance workload by 75%. |
| Space saving | The infrastructure cost and floor space of the drive system are reduced by nearly 70%. |
| Low noise | No mechanical transmission parts, with remarkable vibration reduction effect |
| High reliability | The system features a simple structure and adopts gearless drive, eliminating links prone to frequent failures. |
| Startup Performance | The starting current shall not exceed the rated current, and it can deliver three times the torque for overload operation. |
| Intelligent Control | Work with vector control frequency converters to achieve precise control of speed and torque. |
3.1 Disadvantages of the Traditional Drive Mode
3.1.1 Conclusion
The traditional drive system of belt conveyors has prominent drawbacks such as low energy efficiency, high failure rate, heavy maintenance workload, large space occupation and strong starting impact, making it difficult to meet the requirements of modern intelligent and green production.
3.1.2 Background
Traditional belt conveyors generally adopt a multi-stage mechanical transmission structure consisting of "asynchronous motor + fluid coupling + reducer + coupling + driving drum". Although this mode has been widely used in scenarios including mines, ports and express sorting, its inherent shortcomings have become increasingly prominent with the accelerated upgrading of automation.
3.1.3 Analysis of Specific Disadvantages
Low energy efficiency: The long transmission chain leads to gradual energy loss. The overall system efficiency is only about 71% (the efficiency of asynchronous motor is approximately 85%, the three-stage efficiency of reducer is around 94%, and the efficiency of coupling is about 96%), which is much lower than that of the permanent magnet drum system with an efficiency of over 95%.
Most conventional belt conveyors are equipped with asynchronous motors, which usually operate at a low load rate.
It can be seen from the efficiency-load rate curve:
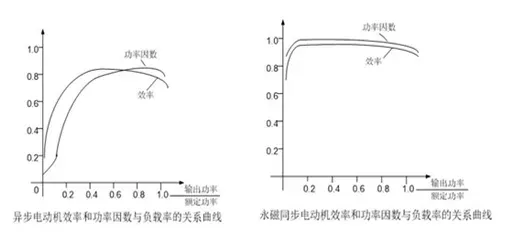
Under this operating condition, the induction motor has low efficiency and power factor. Meanwhile, the reduction ratio of the equipped reducer is approximately 20 to 40, and gearboxes with a large reduction ratio also feature relatively low efficiency.
- Severe starting impact: A fluid coupling generates a strong current surge during startup, which may easily cause mechanical damage to the motor and fluctuations in grid voltage. In addition, sudden changes in belt tension can lead to belt tearing or breakage.
- High maintenance costs: Regular maintenance work is required, including lubrication, idler roller replacement, oil leakage treatment and belt deviation correction.
- Space and installation constraints: The externally mounted drive structure (motor plus reducer) occupies a large area and entails high investment costs.
Drag
- Poor environmental performance and reliability: It suffers from problems such as lubricating oil leakage and pollution, excessive noise and dust emission.
| Disadvantage dimension | Performance of traditional belt conveyors | Advantages of Modern Alternatives (Permanent Magnetic Drum) |
|---|---|---|
| System efficiency | ≈71% | Permanent magnetic drum reaches over 95% |
| Startup Performance | High inrush current and easy wear of belts | Variable frequency soft start and "S-curve" control ensure stable tension |
| Maintenance frequency | Requires frequent lubrication, deviation adjustment, idler replacement and oil leakage prevention | Low maintenance |
| Space occupation | External drivers take up much space and are complicated to install. | Permanent magnetic drum features high integration and space saving. |
| Environmental friendliness | Oil leakage, dust emission and excessive noise | Fully sealed with zero powder leakage |
These drawbacks have driven technological iteration across multiple industries. Sectors including coal mines, power plants, steel mills, mineral processing plants and chemical enterprises are gradually replacing fluid couplings with the combination of variable frequency drives and permanent magnet motors to improve safety and energy efficiency.
3.1.4 Conclusion
The core problems of the traditional belt conveyor drive mode lie in redundant structures, low energy efficiency and poor reliability, which have become bottlenecks restricting system efficiency, green manufacturing and intelligent upgrading. Upgrading to permanent magnet pulleys to enhance operational efficiency and response speed is an inevitable trend keeping pace with the times.
3.2 Maintenance Costs of Traditional Belt Conveyors
3.2.1 Background
Traditional belt conveyors, namely conventional models equipped with mechanical structures such as idlers, pulleys and tensioning devices, feature mature technology and wide application. However, their maintenance costs are not fixed figures, but are dynamically affected by multiple factors including equipment quality, operating conditions and operational proficiency. Especially in scenarios with heavy dust, heavy loads and continuous operation, maintenance frequency and costs will increase remarkably.
3.2.2 Cost Composition and Typical Value Ranges
The annual maintenance costs of traditional belt conveyors mainly consist of five major categories. Expenses for each item vary greatly depending on equipment scale and service intensity. The following are the estimated ranges compiled based on comprehensive research and general industry knowledge:
| Maintain the project | Annual Cost Range (Yuan) | Key Instructions |
|---|---|---|
| Belt replacement cost | 1,000–5,000 | Ordinary belts cost about 100 to 500 yuan per meter and need to be replaced once every ten years. High wear-resistant and flame-retardant belts are priced higher. |
| Maintenance Cost of Idlers and Drums | 750–3,000 | The unit price of idlers ranges from 50 to 200 yuan each, with a minimum annual replacement quantity of 10 units. The average annual amortized cost of drums is 250 to 1000 yuan, and they need to be replaced every two to three years. |
| Tensioning device maintenance cost | 500–1,500 | Maintenance for faults such as spring failure and hydraulic leakage, once a year on average |
| Transmission device maintenance cost | 333–2,500 | Overhaul or replacement of motors and reducers shall be amortized on a cycle of 2 to 3 years. |
| Cleaning, Lubrication and Labor Costs | 1,500–2,000 | Annual cost of cleaning agents and lubricants: 500–1000 yuan + Manual inspection (10 times × 2 working hours × 50 yuan per hour) ≈ 1000 yuan |
Supplementary Note: The total annual maintenance cost of the above projects is approximately RMB 4,133 to 14,000. In the event of serious malfunctions (such as motor burnout caused by belt tearing or slippage), the cost of a single repair can be 2 to 3 times that of routine maintenance. In addition, losses from unplanned downtime can reach RMB 100,000 to 500,000 per hour, which are usually classified as implicit costs.
3.2.3 Key Influencing Factors
Equipment Quality and Design**: Aging equipment, low efficiency of conventional drive systems, insufficient manufacturing precision (e.g., large cylindricity error of rollers) or inferior materials (e.g., easily worn conveyor belts) will directly increase the frequency of component replacement.
Operating Environment**: High-dust and high-humidity environments such as underground coal mines accelerate component corrosion and clogging, raising the frequency of cleaning and part replacement.
Material Characteristics**: When conveying abrasive materials like sand and gravel or corrosive chemical materials, the service life of idlers and belts will be shortened by 30% to 50%.
Operation and Maintenance Competence**: Improper operations including full-load sudden start-up, lack of regular lubrication, and failure to timely correct belt deviation are likely to trigger cascading failures (e.g., belt deviation → abrasion → tearing).
3.2.4 Core Approaches to Cutting Maintenance Costs
Replace corrective maintenance with preventive maintenance**: Install intelligent monitoring devices such as belt deviation alarms and temperature sensors to detect problems like bearing wear and oil deterioration in advance, greatly reducing the failure rate of unexpected breakdowns.
Optimize maintenance schedules**: Dynamically adjust lubrication and inspection cycles based on actual operational data, cutting redundant replacement of spare parts by 30%.
Improve personnel capabilities**: Conduct training on standardized operations (e.g., smooth start and stop) and advanced repair skills (rapid fault diagnosis and accurate troubleshooting) to lower risks of operational errors and secondary damage.
Component upgrading strategy**: Adopt high-quality parts such as permanent magnetic rollers and wear-resistant idlers. Despite higher initial investment, these components extend equipment service life and reduce overall long-term costs.
3.2.5 Conclusions and Recommendations
The maintenance cost of conventional belt conveyors is not a fixed figure. Systematic cost reduction can be achieved through the four-pronged combination of intelligent monitoring, precise maintenance, high-quality components and standardized operation. Enterprises are advised to pilot predictive maintenance technologies (such as vibration analysis) first on high-value and failure-prone equipment, and establish dynamic maintenance files based on equipment ledgers and operational data, instead of relying on experience-based regular maintenance. Current practices prove that data-driven maintenance can cut single repair costs by 25% and reduce unplanned downtime by 40%.
3.3 Cost Comparison Between Conventional Models and Permanent Magnetic Rollers
This section compares the maintenance costs of conventional belt conveyors and permanent magnetic rollers from four dimensions: direct expenses, failure rate, labor input and energy-saving benefits, accompanied by a table of key data comparison.
3.3.1 Background
Most conventional belt conveyors adopt a split drive structure consisting of asynchronous motors, reducers, couplings and rollers. With multiple transmission parts prone to wear, they require regular lubrication and component replacement. In contrast, permanent magnetic rollers integrate motors and rollers as a whole and eliminate intermediate transmission mechanisms, featuring high efficiency, low failure rate and maintenance-free performance. Both types are widely applied in heavy-load scenarios including coal mines, ports and metallurgical plants, yet they differ greatly in operation and maintenance logic (permanent magnetic rollers need to be equipped with frequency conversion control systems).
3.3.2 Comparative Analysis of Cost Components
A quantitative comparison is conducted in the following four aspects: annual maintenance expenses, losses caused by faulty downtime, frequency of manual inspection and maintenance, and energy consumption-related costs.
| dimension | Traditional Belt Conveyor (Typical Scenarios) | Permanent Magnetic Drum (Actual Measurement Cases) | Explanation of Key Differences |
|---|---|---|---|
| Annual maintenance cost | Equipment maintenance costs account for 8–12% of the total investment. A single roller rubber lining repair costs approximately 35,000 yuan per unit, with 2 to 3 repairs required on average each year. | The maintenance cost accounts for only 3–5% of the total equipment investment; the maintenance cost of assembly parts is reduced by 75%. | Permanent magnet structure reduces transmission components, greatly cutting down material consumption and labor costs. |
| Unplanned downtime loss | The cost of a single breakdown repair is 2 to 3 times that of routine maintenance; the loss per hour of downtime ranges from 100,000 to 500,000 yuan. | Failure rate decreased by 65%; unplanned downtime reduced by 40% | Intelligent sensing combined with predictive maintenance enables early warning and prevents unexpected downtime. |
| Manual maintenance intensity | Quarterly oiling, regular gearbox oil replacement, coupling alignment, idler roller replacement and other tasks are required, which involve high labor intensity. | Only one oiling is required per quarter; the automatic oiling device enables lubrication without machine shutdown. | After removing the reducers and couplings, the maintenance procedures are reduced by more than 80%. |
| Annual Electricity Cost Savings | — | A single belt conveyor saves about 30% of electricity; a coal mine cuts electricity costs by hundreds of thousands of yuan annually; the port project achieves an annual electricity saving of 3 million yuan. | The efficiency of the permanent magnetic drum is over 92%, with a power factor greater than 0.95 and no excitation loss. |
Supplementary Note: Although the initial procurement cost of the permanent magnetic drum is higher than that of traditional solutions, its payback period is generally shortened to 20-28 months, delivering better cost-effectiveness over the entire life cycle.
3.3.3 Conclusions and Recommendations
The overall operating cost of permanent magnetic drums in long-term operation and maintenance is remarkably lower than that of traditional belt conveyors. Its core advantages are as follows: ① Simplified structure (eliminating reducers, couplings and mechanical drums), which cuts failure points by over 75%; ② Intelligent operation and maintenance (real-time vibration and temperature monitoring plus automatic lubrication), reducing maintenance frequency by 80%; ③ High efficiency and energy saving (annual power saving of 20-30% and around 30% lower energy consumption per ton of coal transported), which directly reduces electricity expenses.
It is recommended that enterprises take the lead in piloting the replacement in scenarios featuring high load, long service cycles and difficult maintenance, such as underground belt roadways, port ship loading lines and belt conveyors, so as to achieve optimal costs in combination with predictive maintenance platforms. Meanwhile, select 6kV/10kV high-voltage models to meet high-power requirements.
四、Technological Development Trends
High Voltage Adoption: The 10kV and 6kV high-voltage permanent magnet direct drive technology has been put into practical engineering application.
High Power: The unit power can reach the 2000kW level.
Intelligent Operation: It supports power balance adjustment for multi-machine drive and extends the service life of equipment.

